

新聞資訊
推薦產品







聯系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市寶安區福永街道新和社區福園一路華發工業園Α4棟3樓
方形電池外殼激光焊接
來源:深圳市鐳康機械設備有限公司發表時間:2018-10-11
需要電池激光焊接機可咨詢鐳康激光!
方形電池外殼,頂部和側面焊接工藝。
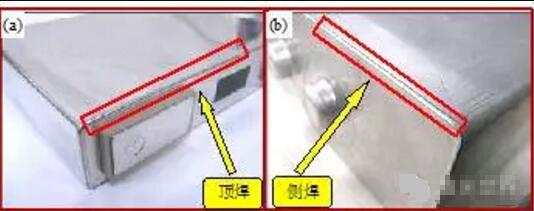
方形電池外殼的焊接主要分為兩種類型:頂部焊接和側面焊接。頂部有一個帶正極端子的矩形蓋板,蓋子插入外殼,上端口齊平,蓋子和外殼之間的矩形間隙用激光焊接,激光器反復焊接。密封,這種焊接過程稱為頂部焊接。
在頂部焊接中,可以固定激光束,并將電池固定在工作臺上。在激光束與焊縫對準之后,啟動工作臺以使電池沿著工作臺的x和y坐標沿著與焊縫相同的矩形形狀。當棱柱形電池的蓋板采用頂部焊接密封結構工藝時,蓋板無需定位步驟放置,長度和尺寸公差要求也嚴格,要求焊接組件精度高。與動力電池蓋的頂部焊接工藝相比,側面焊接時上蓋的尺寸公差松散,易于壓實,具有明顯的優點,但在側焊期間工件需要旋轉,夾具是必需的,成本高,效率低。 。例如,以27148方形電池為例,采用頂部焊接結構焊接的產品比側焊結構快約1.5秒,年產能為120。
當方形電池用于頂部焊接時,四角處容易出現問題。有必要根據實際情況調整波形,功率和焊接速度。然而,圓柱形激光焊接沒有這個問題。通常,圓柱形電池固定在三個爪中。在卡盤上進行側面焊接,但是難以將電池模塊集成在圓柱形電池的后期。
上一篇:方形電池防爆閥的激光焊接
相關推薦
- 2025-03-28醫療精密焊接針管激光焊接機
- 2023-02-06光纖激光打標機的使用壽命很長 那是為什么呢?-鐳康激...
- 2022-11-15內窺鏡蛇骨激光切割機樣品(激光切割的優勢)-鐳康激...
- 2022-11-09激光焊接機應用在醫療器材有多大的好處-鐳康激光
- 2022-11-09激光打標機對彩色不銹鋼的應用有什么不同?-鐳康激光
- 2022-11-09激光焊接機焊接處有缺口原因是為什么?-鐳康激光
- 2022-11-09激光打標機在打標延時怎么處理-鐳康激光
- 2022-11-09光纖激光切割機工作的情況如何?-鐳康激光
- 2022-11-01激光焊接機氪燈不能觸發怎么解決-鐳康激光
- 2022-11-01模具激光焊機修補模具怎樣選擇焊絲?-鐳康激光

 粵公網安備 44030602002775號
粵公網安備 44030602002775號
